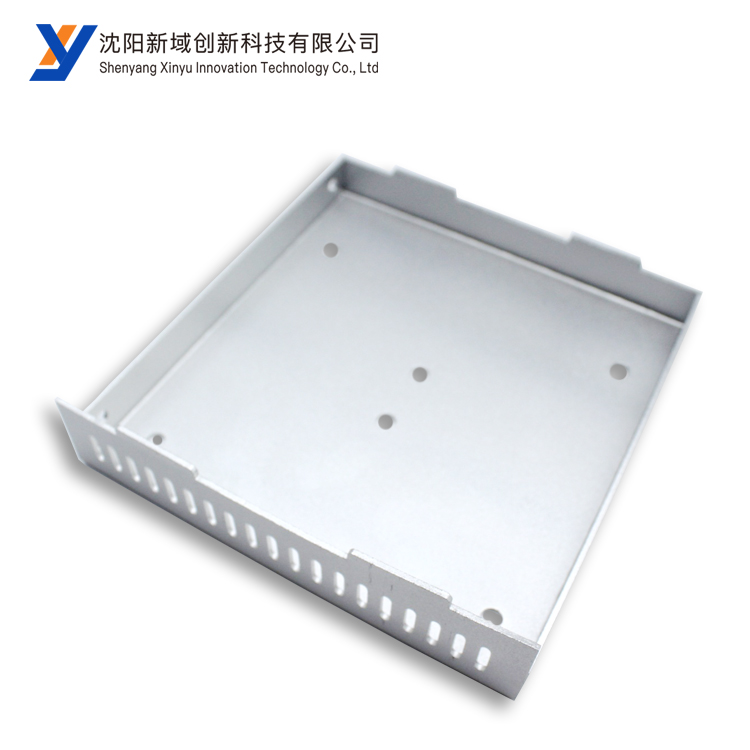
工件落料
图纸到手后,根据展开图及批量的不同选择不同落料方式,其中有激光,数控冲床,剪板,模具等方式,然后根据图纸做出相应的展开。数控冲床受刀具方面的影响,对于一些异形工件和不规则孔的加工,在边缘会出现较大的毛刺,要进行后期去毛刺的处理,同时对工件的精度有一定的影响;激光加工无刀具限制,断面平整,适合异形工件的加工,但对于小工件加工耗时较长。在数控和激光旁放置工作台,利于板料放置在机器上进行加工,减少抬板的工作量。一些可以利用的边料放置在指定的地方,为折弯时试模提供材料。
在工件落料后,边角、毛刺、接点要进行必要的修整(打磨处理),在刀具接点处,用平锉刀进行修整,对于毛刺较大的工件用打磨机进行修整,小内孔接点处用相对应的小锉刀修整,以保证外观的美观,同时外形的修整也为折弯时定位作出了保证,使折弯时工件靠在折弯机上位置一致,保障同批产品尺寸的一致。
下道工序
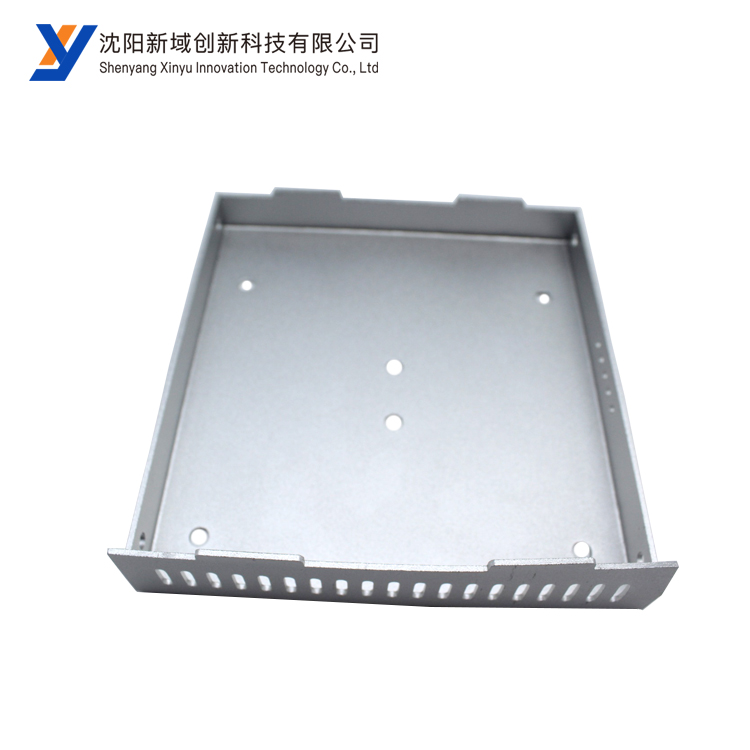
在落料完成后,进入下道工序,不同的工件根据加工的要求进入相应的工序。有折弯,压铆,翻边攻丝,点焊,打凸包,段差,有时在折弯一两道后要将螺母或螺柱压好,其中有模具打凸包和段差的地方要考虑先加工,以免其它工序先加工后会发生干涉,不能完成需要的加工。在上盖或下壳上有卡勾时,如折弯后不能碰焊要在折弯之前加工好。
折弯时要首先要根据图纸上的尺寸,材料厚度确定折弯时用的刀具和刀槽,避免产品与刀具相碰撞引起变形是上模选用的关键(在同一个产品中,可能会用到不同型号的上模),下模的选用根据板材的厚度来确定。其次是确定折弯的先后顺序,折弯一般规律是先内后外,先小后大,先特殊后普通。有要压死边的工件首先将工件折弯到30°—40°,然后用整平模将工件压死。
压铆时,要考虑螺柱的高度选择相同不同的模具,然后对压力机的压力进行调整,以保证螺柱和工件表面平齐,避免螺柱没压牢或压出超过工件面,造成工件报废。
焊接有氩弧焊,点焊,二氧化碳保护焊,手工电弧焊等,点焊首先要考虑工件焊接的位置,在批量生产时考虑做定位工装保证点焊位置准确。
为了焊接牢固,在要焊接的工件上打凸点,可以使凸点在通电焊接前与平板均匀接触,以保证各点加热的一致,同时也可以确定焊接位置, 同样的,要进行焊接,要调好预压时间,保压时间,维持时间,休止时间,保证工件可以点焊牢固。
点焊后在工件表面会出现焊疤,要用平磨机进行处理,亚弧焊主要用于两工件较大,又要连接在一起时,或者一个工件的边角处理,达到工件表面的平整,光滑。氩弧焊时产生的热量易使工件变形,焊接后要用打磨机和平磨机进行处理,特别是边角方面较多。


沈阳新域创新科技有限公司是专业的自助服务设备、专用显示产品制造商及解决方案提供商,注册资金1000万元,员工100余人,具有6000平加工车间及装配车间,有多年的设计。生产加工经验和计算机系统集成能力,沈阳新域创新研究和开发了一系列专业化的产品,适用于各类行业企业的自助服务系统应用解决方案。
公司致力于提供各种适合于轨道交通,金融行业、票务行业、政府单位、医疗卫生、金融服务、电信企业、商业企业等行业的最新产品。秉承求真务、开拓创新的经营理念,沈阳新域创新已经发展为了一家集研发、生产、销售、服务于一体的综合型企业。






